自冲摩擦铆焊机械-固相复合连接工艺与装备 通过小试
完成人:李永兵
单位:上海治嵘工业装备有限公司
地区:暂无
领域:
底盘零部件 车身/车架/模块/其他零部件 底盘框架
基于冷成形原理的自冲铆接工艺是全铝和铝钢混合车身装配的核心基础工艺,一辆全铝或铝钢混合车身上有1000-4000颗铆钉。然而,7系铝合金、铸铝、镁合金等高比强度材料室温延展性差,铆接时易引发开裂,严重制约了轻合金在汽车车身中的应用。国外提出预加热自冲铆接方法,在铆接之前通过激光、感应线圈加热低延展性轻合金以提高材料塑性、消除裂纹,但此类方法成本高、生产节拍慢(单点耗时约5秒),难以满足车身制造的快节拍、低成本要求。
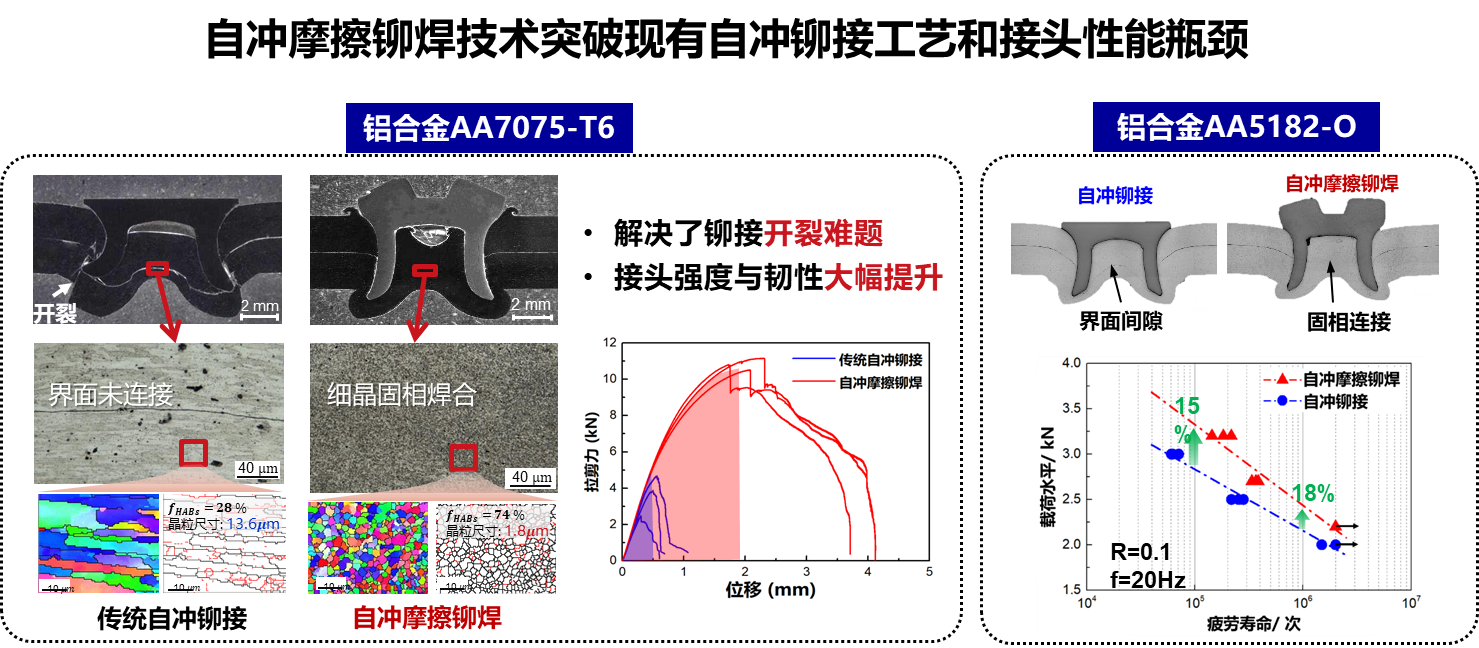
研究团队摒弃传统的预加热铆接思路,将自冲铆接的机械互锁机制与搅拌摩擦焊的固相连接机制相复合,通过摩擦生热解决大变形导致的低延展性材料开裂难题;利用铆钉的搅拌摩擦作用,在无开裂机械连接的基础上,实现固相连接强化,形成了自冲摩擦铆焊机械-固相复合连接新技术。新技术集加热和铆接于一体,单点耗时小于2秒,突破了自冲铆接工艺的技术和性能瓶颈,形成了具有自主知识产权的高性能铆接工艺与高效率集成化装备。
应用领域
(1)车身制造领域:自冲摩擦铆焊技术的应用不仅能够解决7系铝合金、镁合金、铸铝等高比强度轻合金的不可铆问题,还能提升传统5系、6系铝合金接头的静态强度和疲劳寿命。应用于车身制造领域能够推动高比强度轻合金在汽车工业中的应用,提升我国汽车的轻量化水平和市场竞争力,产生较好的经济效益。
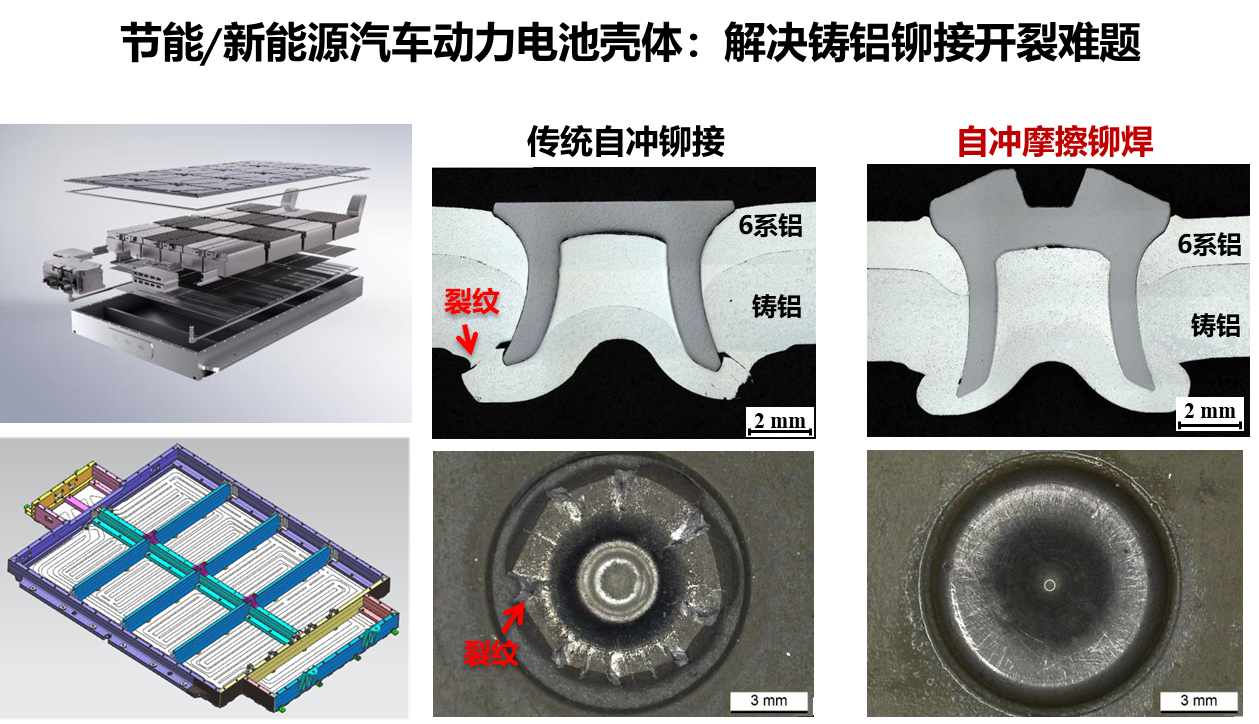
(2)动力电池壳体制造领域:自冲摩擦铆焊技术能够实现铝合金型材、铸铝等异形、异质构件的单边/双边连接需求,工艺适用性强,能够满足动力电池壳体制造中多材料/多结构连接需求,实现在不同连接场景之间的柔性化切换,提升连接效率,简化生产线布局,助力我国节能与新能源汽车制造的智能化转型升级。
关键领域
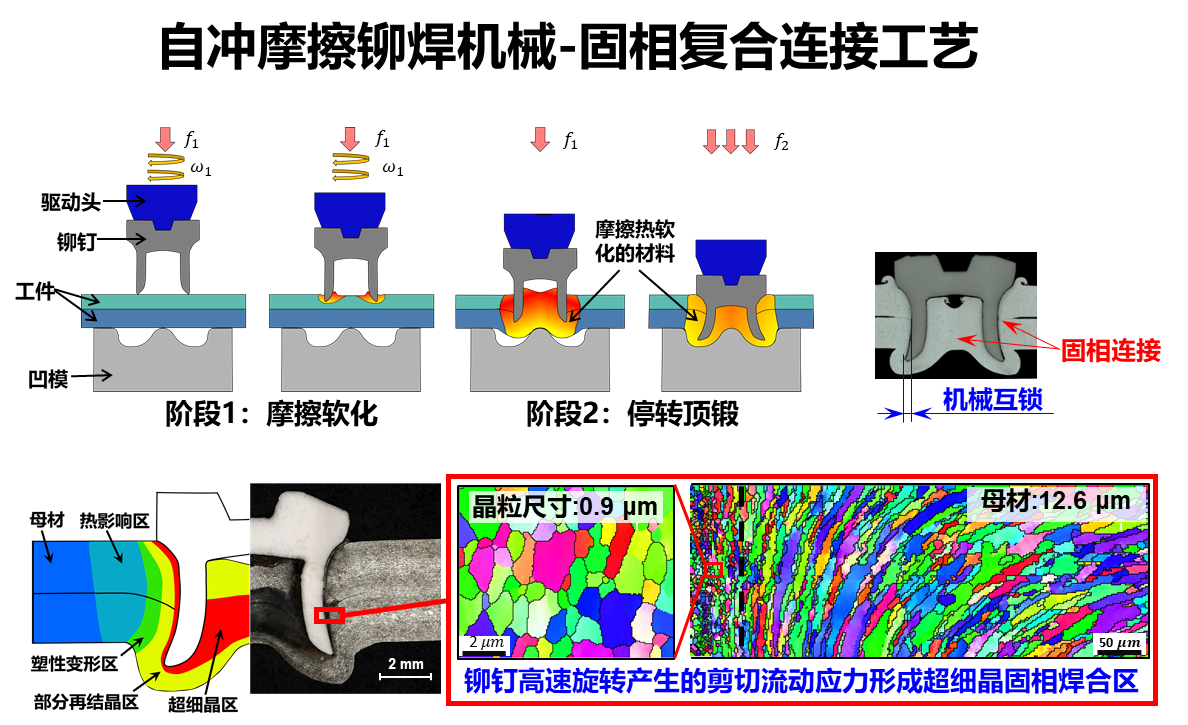
(1)机械-固相复合连接热力协同控制技术:提出两段式工艺,在摩擦软化阶段,通过铆钉高速旋转、低速进给控制界面摩擦热的生成和传导,解决了低延展性材料铆接开裂的顽疾;在停转顶锻阶段,通过铆钉停转并快速进给增强铆钉和周围材料之间的热、力作用强度,提升接头中的机械互锁和加工硬化,消除了铆钉搅拌产生的间隙缺陷,实现了机械互锁与固相连接的协同控制。
(2)动态接触界面组织状态热力调控技术:通过转速和进给速度协调控制铆钉的搅拌摩擦过程,使动态接触界面附近形成塑性流动层,利用剪切流变使层内金属发生动态再结晶,形成包覆铆钉的超细晶粒层,同时在铆钉内腔截留金属与凹模侧板材金属界面通过剪切流动层扩展形成大范围超细晶粒区,在机械连接的基础上实现了全界面、高性能固相连接。
(3)双机械互锁-固相复合强化技术:通过对摩擦产热和铆钉变形的协调控制,分别在铆钉空腔内、外侧与被连接材料形成双向机械互锁,同时实现铆钉与周围材料的全界面固相连接。双向机械互锁与固相连接相复合,阻碍了外载作用下铆钉的旋转、收缩和拉脱失效,显著提升了接头的剪切强度和疲劳寿命,突破现有单一机械连接或固相连接接头的性能极限。
技术指标
1) 低延展性轻合金/复合材料接头无开裂
2) 实现封闭/半封闭结构单边连接
3) 待连接板材无需预制孔
4) 工艺耗时≤2s
5) 可实现总厚度≤20mm材料的连接
6) 接头强度系数≥0.8
7) 实现抗拉强度≥700MPa、延展率≤8%材料的无开裂连接