
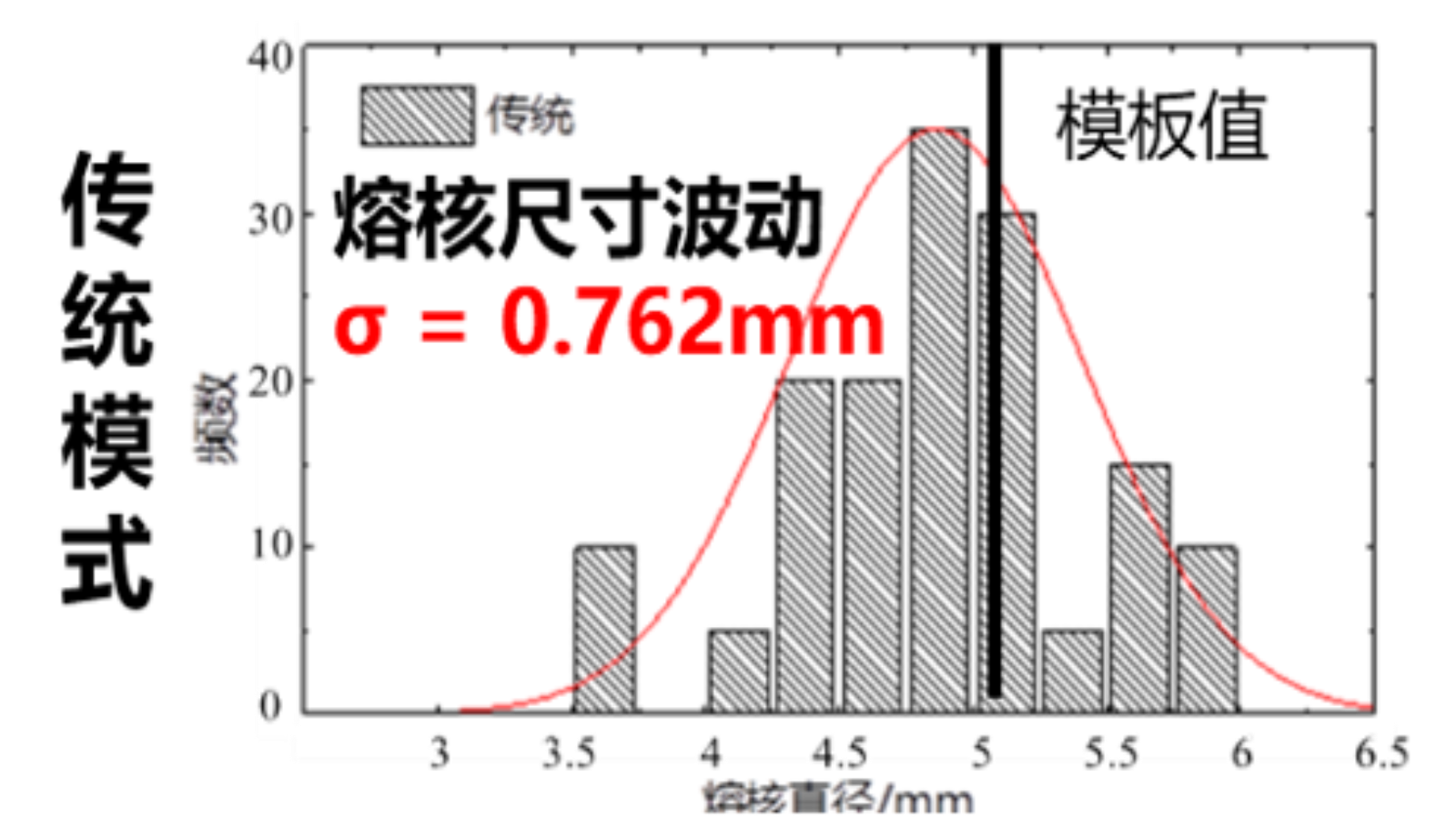
电阻点焊是汽车车身制造最核心技术,然而点焊生产面临高节拍、工况多变等挑战,导致焊点合格率降低、质量一致性差,使得车身安全面临巨大风险。研究团队开发面向复杂焊接工况的点焊质量控制技术,提出基于等效能量的焊接热输入自适应控制策略,实现了焊接质量波动快速响应闭环控制,显著减少焊接飞溅、提高焊点质量一致性,弥补了传统方法未考虑工况差异及影响生产节拍的不足,形成了具有自主知识产权的智能点焊自适应控制器装备。
【技术指标】
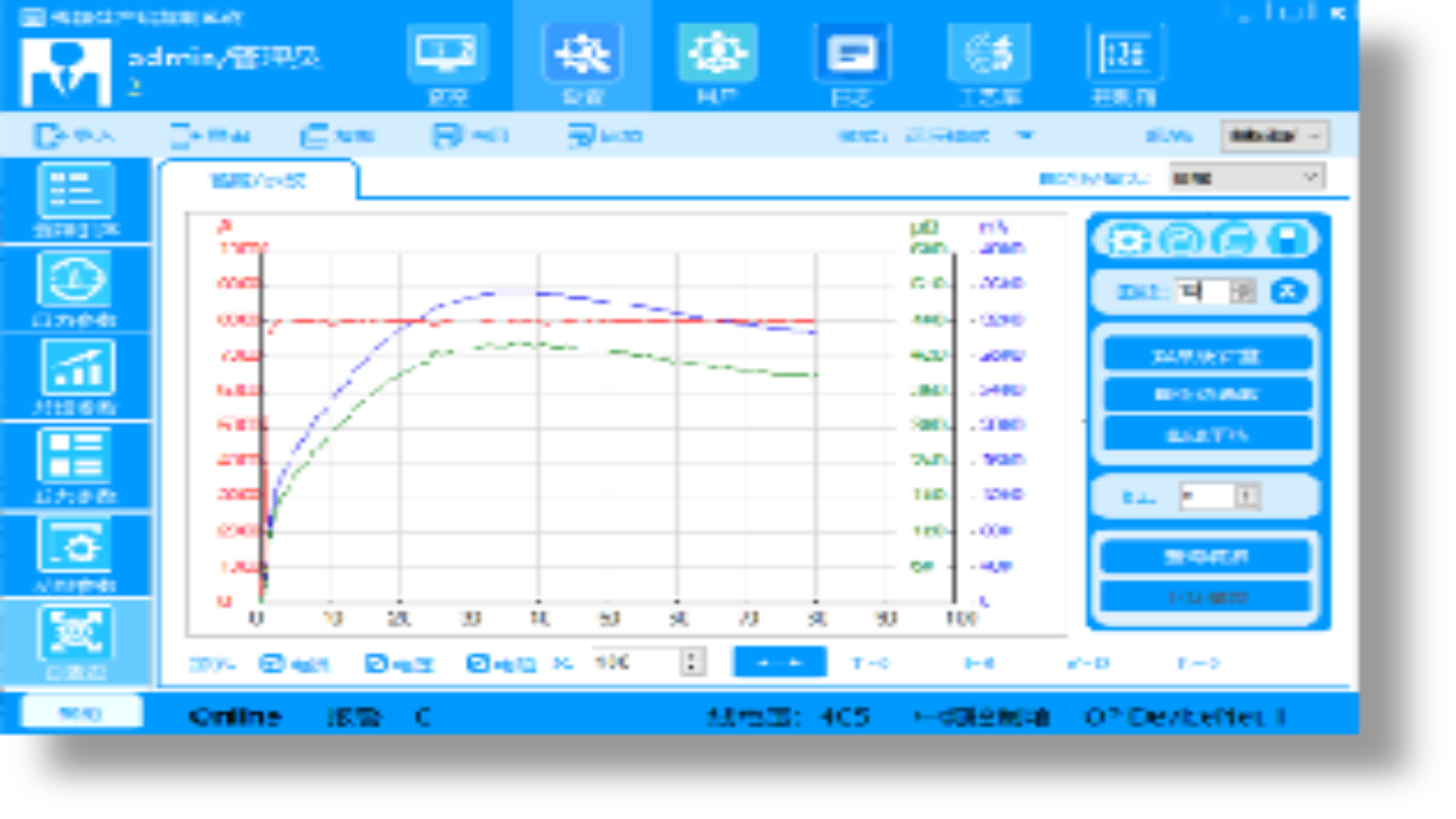
(1)焊接电流调节速率提高至5.4kA/ms,实现电流反馈控制的毫秒级响应;
(2)开发了基于FPGA+ARM微处理器协同工作的焊接原边电流高速采样、精密计算与实时调控方法,电流控制周期≤0.5ms,电流控制精度提升至±1%;
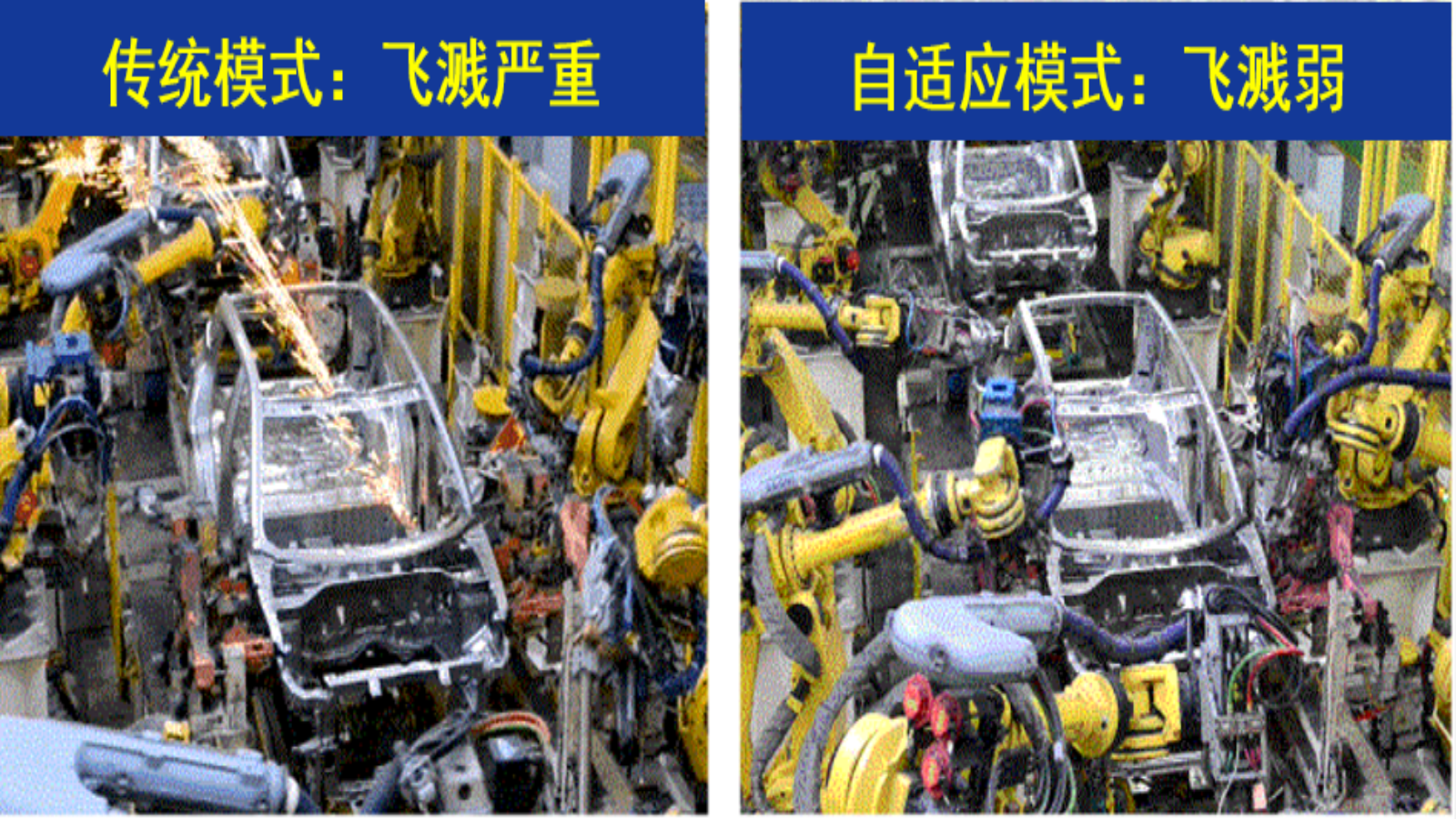
(3)具备焊接飞溅分析与抑制功能,飞溅抑制效果≥50%(与传统恒流模式对比)。
【关键技术】
(1)基于多元传感信号的焊接工况快速辨识与控制技术:针对电阻点焊过程中异常工况的偶发性和不可见性,通过离线试验标定建立典型工况的感知信息样板库,建立基于焊接过程信号特征特征的焊接工况模糊分类模型,实现焊接初期8种典型工况的自动精确识别。建立考虑焊核内磁流体动力学行为的高精度多场耦合仿真模型,揭示了复杂工况条件下工艺参数对点焊质量的影响机理,提出点焊过程多模式反馈控制策略。
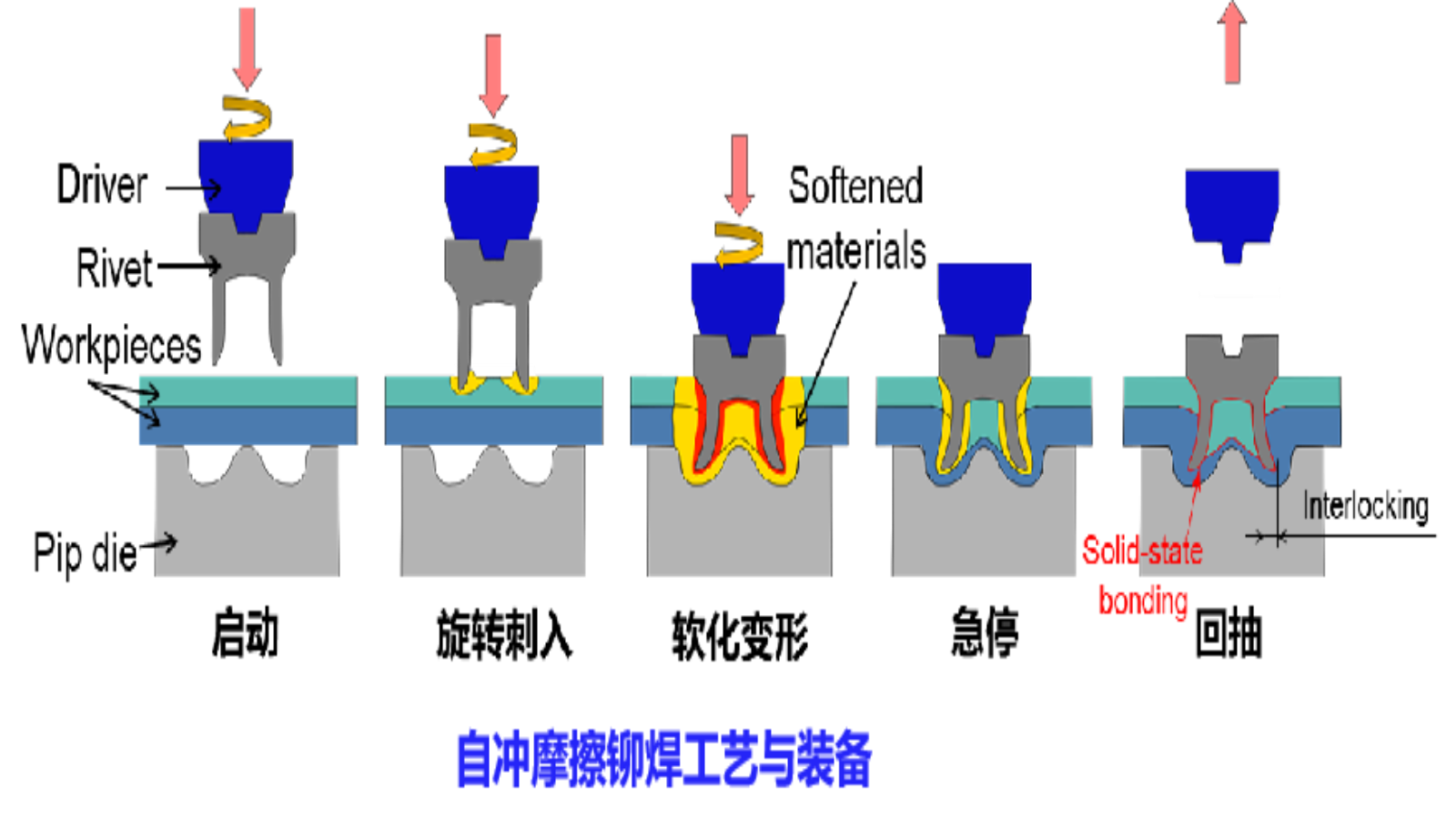
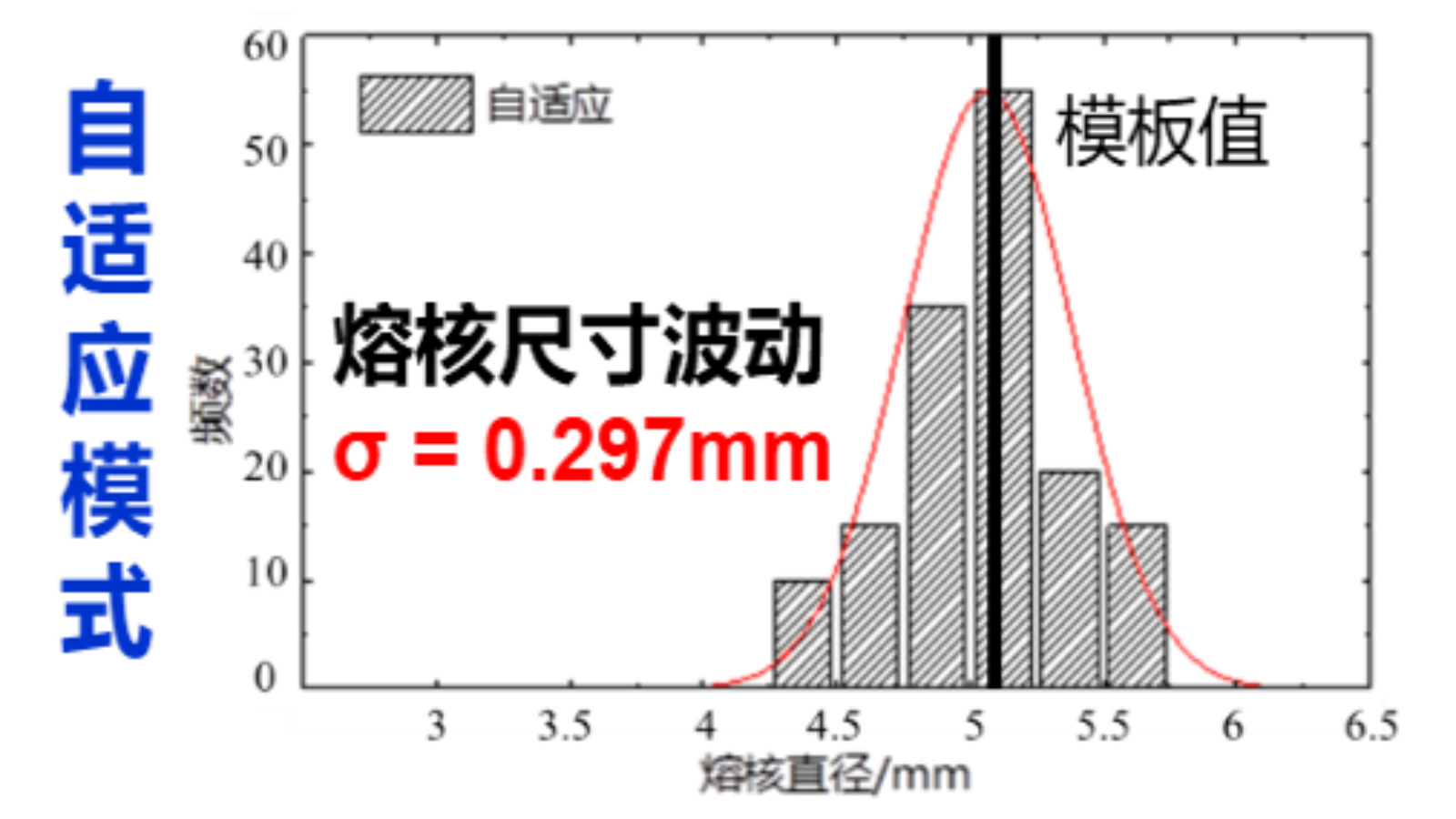
(2)基于等效能量的焊接热输入自适应控制策略:针对点焊过程中复杂工况导致的焊接热输入不平衡问题,提出基于等效能量的自适应控制策略,在不改变生产节拍的同时实现点焊热输入的差异化自适应控制,显著减少焊接飞溅的频率与程度。
(3)点焊电流高精度快速瞬态响应控制技术:采用非对称脉宽调制策略,实现了电流反馈控制的瞬态响应;采用现场可编程门阵列芯片进行高速采样、计算与调控,显著提升了电流控制精度提升。
【应用领域】
智能自适应电阻点焊控制技术可应用于汽车白车身车体结构件以及新能源汽车钢制电池壳的批量焊接制造,并且可进一步拓展到机车、航空航天领域高强钢薄壁结构的高性能制造。